Бронхиальная астма – это не приговор. Ее можно и нужно лечить!
Добро пожаловать на наш портал о бронхиальной астме, ее лечении и профилактике. У нас Вы найдете актуальные материалы, касающиеся причин возникновения, симптоматики и методов борьбы с БА и другими заболеваниями дыхательной системы.
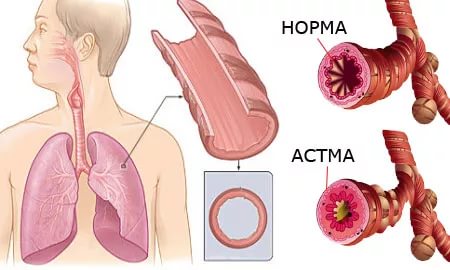
Бронхиальная астма – хроническое заболевание иммунологического характера, сопровождающиеся поражением дыхательных путей, с сопровождающими изменениями реактивности бронхов. Основными признаками, которого являются приступы удушья, кашля и одышки. Патологические проявления возникают в совокупности экзогенных и эндогенных факторов. К числу внешних проявлений относятся – стрессы, физические нагрузки, воздействие на организм аллергических и химических факторов. К внутренним раздражителям относят эндокринные и иммунные нарушения бронхов.